11
Aluminium Plate TECHNICAL DATA
Lubrication
Special lubricants are not required for Alumec
®
products. Soluble oils and straight
oils are perfectly satisfactory and give excellent results. pH levels should be
maintained at 6.0 - 8.0. Chlorinated biocides should be avoided.
Electric Discharge Machining
(EDM)
Machine settings are similar to those used for steel, but may need more power to
stabilise. Metal removal rates are 3 to 4 times that of steel necessitating good
flushing to avoid arcing. Copper electrodes give best results and show less wear.
Roughing electrodes are rarely required.
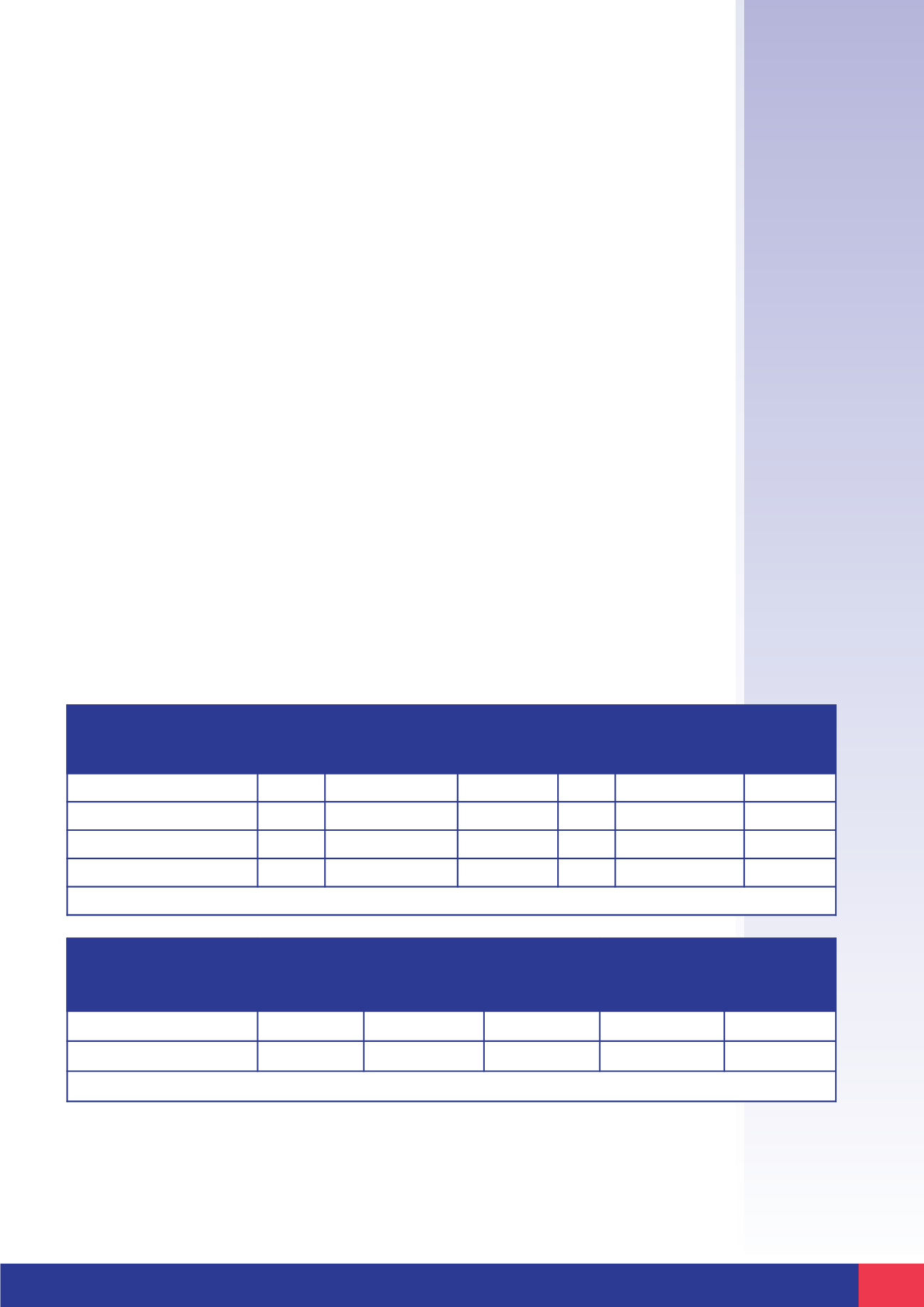
REAMING
HIGH SPEED STEEL
UNCOATED CARBIDE
Roughing
Speed
mm
Feed mm/tooth
Cutter ø mm
3 25 50
Tool Material
ISO
Finishing
Speed
mm
Feed mm/rev
Cutter ø mm
3 25 50
Tool Material
ISO
Toolsteel P20
20 0.10 0.50 0.75 S2, S3, S4, K20
11 0.13 0.50 0.75 S2, S3, S4, K20
Alumec
®
150 0.18 0.50 0.75 S2, S3, S4, K20
55 0.10 0.40 0.75 S2, S3, S4, K20
Toolsteel P20
24 0.10 0.50 0.75 S2, S3, S4, K20
14 0.13 0.50 0.75 S2, S3, S4, K20
Alumec
®
305 0.13 0.40 0.65 S2, S3, S4, K20
76 0.10 0.40 0.50 S2, S3, S4, K20
Based on 4 flutes for 3mm and 8 flutes for 25mm and 50mm Helix angle 10
o
- 15
o
for spiral reamers Radial angle 5
o
- 10
o
DRILLING
HIGH SPEED STEEL
UNCOATED CARBIDE
Speed
m/mm
1.5
Feed mm/rev
25
50
Tool Material
ISO
Toolsteel P20
18
0.025
0.028
0.45
S2, S3
Alumec
®
43, 84
0.025, N/A
N/A, 0.50
N/A, 0.75
S2, S3, S2, S3
Helix angle 25
o
Point angle 118
o
Lip clearance 12
o
Contact your
local
Blackburns today...
(see back cover for locations and contact details)


